Filamento per stampante 3D PLA di colore rosso
Caratteristiche del prodotto

- Senza intasamenti e senza bolle:Progettate e realizzate per garantire un'esperienza di stampa fluida e stabile con queste ricariche in PLA. Asciugatura completa per 24 ore prima del confezionamento e sigillatura sottovuoto con essiccanti in un sacchetto in PE.
- Senza nodi e senza umidità:Il filamento PLA rosso TORWELL da 1,75 mm è avvolto con cura per evitare grovigli. Viene essiccato e confezionato sottovuoto in un sacchetto di polietilene con essiccante. Si prega di far passare il filamento attraverso l'apposito foro per evitare grovigli dopo l'uso.
- Conveniente e con ampia compatibilità:Con oltre 11 anni di esperienza nella ricerca e sviluppo di filamenti 3D e migliaia di tonnellate di filamenti prodotti ogni mese, TORWELL è in grado di produrre tutti i tipi di filamenti su larga scala con qualità premium, che contribuiscono a rendere i filamenti 3D convenienti e affidabili per la maggior parte delle stampanti 3D più comuni, come MK3, Ender 3, Monoprice FlashForge e altre ancora.
| Brand | TOrwell |
| Materiale | PLA standard (NatureWorks 4032D / Total-Corbion LX575) |
| Diametro | 1,75 mm/2,85 mm/3,0 mm |
| Peso netto | 1 kg/bobina; 250 g/bobina; 500 g/bobina; 3 kg/bobina; 5 kg/bobina; 10 kg/bobina |
| Peso lordo | 1,2 kg/bobina |
| Tolleranza | ± 0,02 mm |
| Ambiente di archiviazione | Asciutto e ventilato |
| DImpostazione di asciugatura | 55˚C per 6 ore |
| Materiali di supporto | Applica conTOrwell HIPS, Torwell PVA |
| Approvazione della certificazione | CE, MSDS, Reach, FDA, TUV e SGS |
| Compatibile con | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker e qualsiasi altra stampante 3D FDM |
| Pacchetto | 1 kg/bobina; 8 bobine/cartone o 10 bobine/cartone sacchetto di plastica sigillato con essiccanti |
Personaggi
* Senza intasamenti e senza bolle
* Meno grovigli e facile da usare
* Precisione e coerenza dimensionale
* Nessuna deformazione
* Rispettoso dell'ambiente
* Ampiamente utilizzato
Altri colori
Colori disponibili:
| Colore di base | Bianco, Nero, Rosso, Blu, Giallo, Verde, Natura, |
| Altro colore | Argento, Grigio, Pelle, Oro, Rosa, Viola, Arancione, Giallo-oro, Legno, Verde Natale, Blu galassia, Azzurro cielo, Trasparente |
| Serie fluorescente | Rosso fluorescente, Giallo fluorescente, Verde fluorescente, Blu fluorescente |
| Serie luminosa | Verde luminoso, blu luminoso |
| Serie che cambia colore | Dal blu-verde al giallo-verde, dal blu al bianco, dal viola al rosa, dal grigio al bianco |
| Accetta il colore PMS del cliente | |

Mostra di modelli

Pacchetto
rotolo da 1 kgFilamento per stampante 3D PLAcon essiccante in confezione sottovuoto
Ogni bobina in una scatola individuale (disponibile scatola Torwell, scatola neutra o scatola personalizzata)
8 scatole per cartone (dimensioni cartone 44x44x19 cm)

Stabilimento di fabbrica

Suggerimenti per la stampa 3D
1. Livellare il letto
Prima di stampare, è possibile utilizzare un foglio di carta per determinare la distanza tra l'ugello e il piano di stampa in diversi punti del piano. In alternativa, è possibile installare un sensore di livellamento del piano di stampa per automatizzare il processo.
2. Impostazione della temperatura ideale
Materiali diversi hanno temperature ideali diverse. Anche l'ambiente circostante influisce poco sulla temperatura ideale. Se la temperatura di stampa è troppo alta, il filamento tenderà a filare. Se invece è troppo lenta, non aderirà al piano o causerà problemi di avvolgimento. È possibile regolarla in base alle istruzioni del filamento o contattare il nostro servizio tecnico per assistenza.
3. Un modo efficace per ridurre gli inceppamenti è pulire il filamento o sostituire l'ugello prima della stampa.
4. Conservare il filamento in modo corretto.
Per mantenerlo asciutto, utilizzare la confezione sottovuoto o la scatola asciutta.
Perché il filamento non aderisce facilmente al letto di stampa?
- Temperatura.Prima di stampare, controllare le impostazioni della temperatura (letto e ugello) e impostarle in modo appropriato;
- Livellamento.Controllare che il letto sia a livello, assicurarsi che l'ugello non sia troppo lontano o troppo vicino al letto;
- Velocità.Controllare se la velocità di stampa del primo strato è troppo elevata.
Contattaci per maggiori dettagli info@torwell3d.com.
| Densità | 1,24 g/cm3 |
| Indice di fluidità (g/10 min) | 3.5(190°C/2,16 kg) |
| Temperatura di distorsione termica | 53°C, 0,45 MPa |
| Resistenza alla trazione | 72 MPa |
| Allungamento a rottura | 11,8% |
| Resistenza alla flessione | 90 MPa |
| Modulo di flessione | 1915 MPa |
| Resistenza all'impatto IZOD | 5,4 kJ/㎡ |
| Durata | 4/10 |
| Stampabilità | 9/10 |
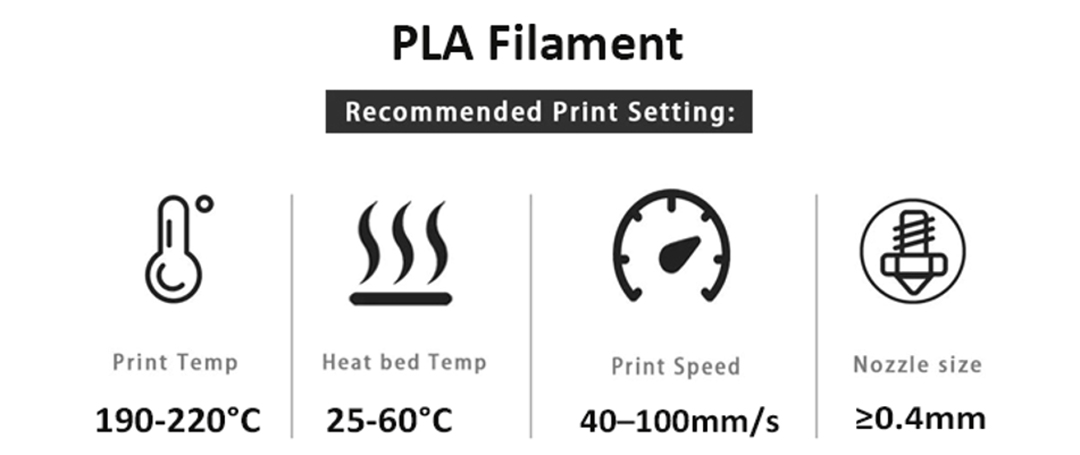
| Temperatura dell'estrusore (℃) | 190 – 220℃ |
| Temperatura del letto (℃) | 25 – 60°C |
| Dimensioni dell'ugello | ≥0,4 mm |
| Velocità della ventola | Al 100% |
| Velocità di stampa | 40 – 100 mm/s |
| Letto riscaldato | Opzionale |
| Superfici di costruzione consigliate | Vetro con colla, carta da mascheratura, nastro blu, BuilTak, PEI |